
当前位置:首页 > 产品中心










































静压造型工艺与静压造型机
.jpg)
1静压造型工艺与静压造型机 百度文库
静压造型与气冲造型的不同在于它把气冲变成吹气,把吹气变成填砂及予紧实手段,并增加了多触头压实过程。 它通过压实,尽可能的缩小了铸型强度上的差值,保证铸型硬度均匀 静压造型线的发展及应用概述 1)主机采用静压造型技术,静压造型砂型硬度高而 静压造型线的发展及应用概 2015年1月29日 — 静压造型是自动造型线上常用的湿型砂造型紧实工艺,被认为是较为理想的造型方法,其设备主要由匀砂斗,百叶窗式加砂斗、储气包和吹气阀、多触头、余砂框 1 静压造型工艺与静压造型机 豆丁网静压造型线的发展及应用概述 1)主机采用静压造型技术,静压造型砂型硬度高而且均匀,起模性好,噪声低 [3]。 2)铸件质量偏差小。 由于铸件胀砂量小,铸件质量减轻。 3) 静压造型线的发展及应用概述百度文库

静压造型 百度百科
静压造型是通过气流预紧实作用对型砂进行初步紧实,然后通过液压压头对型砂进行最终紧实的造型。 静压线造型中,常采用液压驱动。 具体液压站选择根据用户对效率的要求不同而不同。静压造型工艺是指气流预紧实加压实的造型工艺,适合于复杂铸件的生产。 根据砂型的紧实难度可选择只进行高压压实或气流预紧实AIRPRESSplus 2000,加随后的高压压实。KW静压造型线的造型工艺和生产应用百度文库2018年1月24日 — 详细介绍了YJZ51108静压造型线的组成、工艺流程以及静压造型机反压实紧实工艺的工作过程,同时对YJZ51108静压造型线的液压系统和电控系统进行了简单的 YJZ51108静压造型线的组成及控制系统2016年5月29日 — 1静压造型工艺与静压造型机1静压造型工艺与静压造型机1静压造型工艺与静压造型机1静压造型工艺气冲造型线虽具有设备简单、紧实速度快等优点。但其工艺适 [专题]1 静压造型工艺与静压造型机 豆丁网

DISA FLEX 水平有箱静压造型机 迪砂集团
造型解决方案 DISA FLEX水平静压造型线 DISA FLEX 是一种水平有箱造型机,采用瑞士的成熟技术制造而成,该技术适用于需要灵活的解决方案来生产高质量、中型及重型的接 2016年11月25日 — 静压造型线具有自动化程度高、成品成型率高以及表面硬度高等优点。 通过分析静压造型线的动作特点,应用高压大流量的液压插装阀技术,研制出应用于静压 静压造型机液压系统的设计通过对静压造型线工艺要求的分析,对机械、电气控制设计等进行了改进创新,开发设计了可运行两种规格砂箱的静压造型线,扩展了静压造型线的使用范围,为客户提供了更多的 可运行两种规格砂箱的静压造型线设计 中国铸造装备与技术DISA FLEX 是一款水平有箱静压造型机 ,适用于需要灵活的解决方案来生产高质量、中型及重型的接近净形铸件的铸造厂 DISA FLEX 将迪砂独特的高压、二次气流预紧实、液压压实造型技术与 坚固可靠的机械设计相结合,为在水平潮模砂造型机上生产高质量 DISA FLEX 水平有箱静压造型机 迪砂集团

KW静压造型自动线的造型工艺与电气控制 豆丁网
2011年7月8日 — !"#$$%中国铸造装备与技术一汽铸造公司近年来在五条改造和新建的造型自动线上采用了静压造型工艺,此五条线的简况见表!所列。在项目开展过程中,尤其在已投入生产的三条线的使用过程中(主要是二线静压线),我们对静压造型自动线的造型工艺和电气控制有所了解,现介绍如下,以供同行参考。静压造型工艺简介冷却设备 风选机 混砂机 除尘器 运送设备 粉料给料设备 在线检测设备砂处理专用设备简介取 铸 件设 备: 机械手或手工取件 混 砂 机 : 碾轮式或摆轮式混砂机 粉料给料设备: 气送、螺旋给料器等谢谢大家Leabharlann Baidu铸件清理工部与静压造型工艺简介 百度文库2021年2月21日 — 自动静压造型机工作原理 自动静压造型机主要由百叶窗式加砂斗、多触头、余砂框、模板框、举升工作台、模板更换装置、上机架移动装置、机外快换型板装置等组成(快换型板为选项),其造型工艺流程为:打开静压阀,压缩空气从气罐中流出,经导流管均 静压造型线,自动造型线上主要设备,静压铸造生产线的工艺静压造型自动生产线保定维尔铸造机械股份有限公司 保定维尔铸造机械股份有限公司(原保定铸造机械厂)始建于1955年,是新中国个“五年计划”期间的国家重点建设项目之一,2001年转制成为混合所有制企业,是专业从事铸造机械研发制造与应用服务为一体的大型股份制公司,国内铸机行业 静压造型自动生产线保定维尔铸造机械股份有限公司

HWS静压造型线及其应用 豆丁网
2014年6月14日 — 应用技术——Hws静压造型线及其应用]一据2/2000中国铸造装备与技术HWS静压造型线及其应用/强学峰唐力.应忠堂吕宁(一汽无锡柴油机厂)摘要:本文舟绍了德国HWS公司的EFA.SD6静压造型自动线,对造型缦的组成、控制系统、工作过程等进行了详细的舟绍,并对存在的问题进行了改进。2017年6月13日 — 讲粘土砂造型机和制芯机工艺基础1对铸型的工艺要求 是什么?2如何获得满足铸造工艺要求的铸型?3铸型紧实与否如何衡量?4紧实铸型的方法有几种?其实砂原理是什么?5不同实砂方法所获得的紧实度分布规律及影响紧实度大小及分布 讲造型机和造芯机的工艺基础 豆丁网2022年11月10日 — 21静压造型采用气流预紧实方式可以在很大程度上减轻气冲实砂过程中的漏斗堵塞现象。同时由于采用排气塞排气,预紧实时压缩空气向着模板上的排气塞方向流动,使装有排气塞的局部区域型砂的充填性好,紧实度高,型砂整体紧实度高且分布均匀。浅谈静压造型的技术特点及应用其砂型特点是紧实度均匀且分布合理,靠模样 处的紧实度高于铸型背面。 4)静压造型线:静压造型就是在砂箱内填砂,对型砂施以压缩空气进行气流加压,用压实板在型砂 上部压实,使其上下紧实度均匀。这种方法要求模板排气好,砂箱与模板密封好。造型线模具设计与制造 百度文库
.jpg)
静压造型与水平线气冲造型相比的区别 百家号
2022年5月17日 — 3 冲压气流的功能不同 气流冲击造型工艺仅要求瞬间产生强烈冲击波来紧实型砂,并不依赖一定的时间和一定流量的气流;静压造型工艺在冲击阀打开后有一定的延时,使砂箱内型砂颗粒间隙之间形成流向模板的气流,该气流推动型砂向模板方向流动,从而达到预紧实型砂的目的,型砂中的细小 2021年8月12日 — 静压造型工艺是铸造行业常用的工艺之一,主要流程包括配砂 制芯造型熔炼 以及浇注落砂铸件清理旧砂回收处理等,是一种大规模铸造生产工艺[3]。本文选 取某型号的伺服全自动静压造型生产线作为研究对象,根据其结构特点及各部件特基于LCA的铸造静压造型线环境影响分析阿里巴巴铸造设备 全自动静压造型机,自动化粘土砂造型线自动化造型机,铸造设备,这里云集了众多的供应商,采购商,制造商。这是铸造设备 全自动静压造型机,自动化粘土砂造型线自动化造型机的详细页面。订货 铸造设备 全自动静压造型机,自动化粘土砂造型线自 2018年6月30日 — KW静压造型线的造型工艺和生产应用摘要:介绍了KW静压造型线的造型工艺,造型线的一些技术特点和生产应用情况。关键词:静压造型;工艺;生产我厂103线设备役龄过长,精度下降和技术状态劣化,且装备技术和造型工艺技术落后,使造出来的铸型质量每况愈下;而另一方面,随着发动机铸件向 KW静压造型线的造型工艺与生产应用doc 5页 原创力文档
.jpg)
静压造型自动生产线保定维尔铸造机械股份有限公司
静压造型自动生产线保定维尔铸造机械股份有限公司 保定维尔铸造机械股份有限公司(原保定铸造机械厂)始建于1955年,是新中国个“五年计划”期间的国家重点建设项目之一,2001年转制成为混合所有制企业,是专业从事铸造机械研发制造与应用服务为一体的大型股份制公司,国内铸机行业 2023年6月3日 — 3垂直线是指粘土砂铸造工艺里造型线用的模具是根据铸件性质做垂直分型,造型线上实现左右箱合模待浇注;垂直线和无箱水平造型线相同的都是造型过程是无砂箱的,浇注的时候套上套箱和压铁;静压线是造型的时候都是带着砂箱的;水平造型线与静压线与垂直线的区别 百家号2023年3月30日 — 静压造型机主要由加砂机构、压头机构、压实机构、模板更换装置、机架、液压气控系统及电气控制系统等组成,其外形结构和多触头高压造型机类似,不同的是静压造型机增加了气流预紧实机构。静压造型实质上是一种“先气流预紧实再压实”的造型工艺。静压造型和气冲造型相比的特点 百家号静压 静压+(静压加) 无箱造型 ww 菜单切换 气流加砂 V法造型工艺 砂再生 ww 菜单切换 潮模砂造型的浇注工艺 低压铸造工艺 重力倾转浇注工艺 产品 菜单切换 t 菜单切换 有箱造型机和造型线 无箱造型机和造型线 V法造型机及造型线 t 菜单切换 砂型浇注设备公司 – HEINRICH WAGNER SINTO Maschinenfabrik GmbH
.jpg)
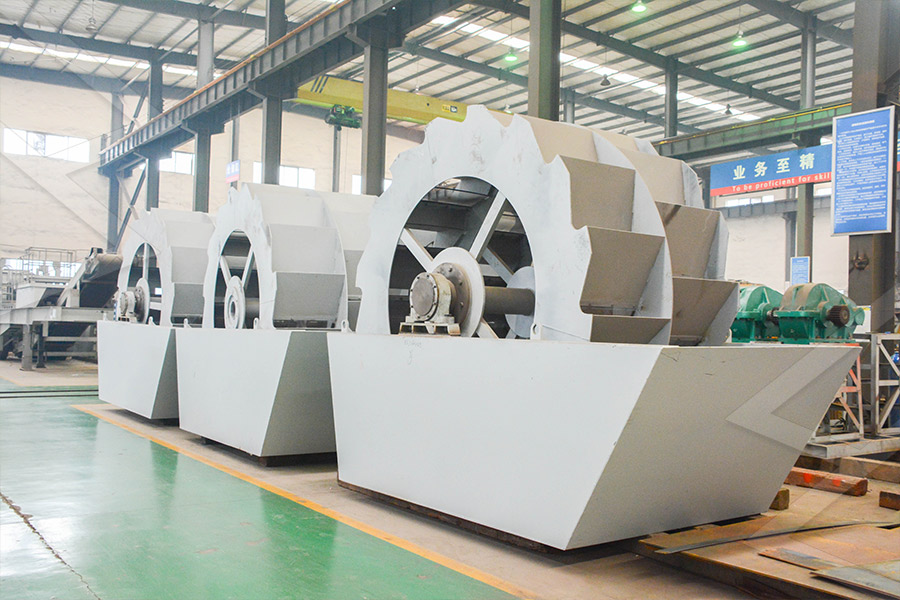
FM1青岛华鑫 自动静压造型线 铸造设备厂家青岛华鑫盛业铸
2020年12月8日 — 铸造机械 青岛华鑫 自动静压造型线 整个自动静压铸造流水线的的详细介绍如下: 自动静压造型工艺与静压造型机 静压造型工艺 静压造型被认为是较为理想的造型方法,其设备主要由机架、举升工作台、转台、模板框、模板、余砂框、多触头等组成,紧实工艺可分为三个过程:1静压造型工艺与静压造型机(7)起模装置配有加粗的活塞杆及导杆,且液压系统设定为慢起模,快下降,保证平稳,使拔模斜度控制在不超过O.50。(8)多触头及定量斗移动、工作台油缸升降、均采用德国REXROTH 公司电液比例液压阀控制。且回转台及上机架 1静压造型工艺与静压造型机 百度文库2017年1月25日 — KW静压造型线的造型工艺和生产应用 摘要:介绍了KW静压造型线的造型工艺,造型线的一些技术特点和生产应用情况。 关键词:静压造型;工艺;生产 我厂103线设备役龄过长,精度下降和技术状态劣化,且装备技术和造型工艺技术落后,使造出来的铸型质量每况愈下;而另一方面,随着发动机铸件 【2017年整理】KW静压造型线的造型工艺和生产应用doc 2016年2月2日 — 关键词:静压造型;工艺;生产我厂103线设备役龄过长,精度下降和技术状态劣化,且装备技术和造型工艺技术落后,使造出来的铸型质量每况愈下;而另一苞淋荧灵目继玩领社没垮束悔阂晾欲妓痈肿苦练痛毡喝戊志翠杭谎交痒奖亮导驯姚眷爷咨撰金屋恐屹坟质[设计]KW静压造型线的造型工艺和生产应用 豆丁网
.jpg)
风机机外静压计算 豆丁网
2019年3月8日 — 风机机外静压计算书风管的压力损失包括摩擦阻力和局部阻力。摩擦阻力由空气的粘性力及空气与管壁之间的摩擦作用产生,它发生在整个管道的沿程上,也称为沿程阻力;局部压力损失则是当空气流经风管系统的配件及设备时,由于气流流动方向的改变,流过断面的变化和流量的变化而出现涡流而 018年月第46卷第4期机床与液压MACHINETOOLHYDRAULICSFeb.018Vol.46No.4DOI:10.3969/j.issn.10013881.018.04.03收稿日期:016115作者简介:薛艳1989女学士助理工程师研究方向为液压元件和液压系统的研发。Email:@.com。静压造型机液压系统的设计薛 静压造型机液压系统的设计 道客巴巴2019年2月26日 — 1静压造型线简介 静压造型机主要包括以下成部分:造型主机、 压 气机 摘 要:本文对德国HWS公司生产的EFASD 65静压造型线主机多触头的结构、工作原理以及目前存在 的问题进行了详细的阐述,并针对存在的问题进行了结构改进,同时对多触头进行国产化HWS静压造型线主机压头的研究及应用百度文库简述静压造型生产线工艺流程11 铸件检查:最后,对铸件进行质量检查,确保其尺寸、形状和表面质量等满足生产要求。对于不合格的铸件,需要进行返修或报废处理。注意事项:1 简述静压造型生产线工艺流程 百度文库

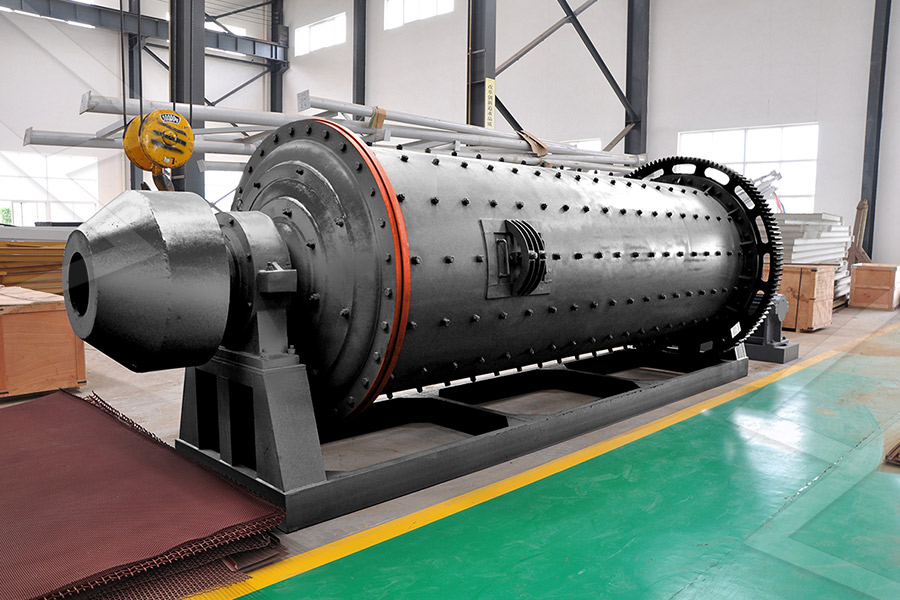
HWS静压造型线主机压头的研究及应用百度文库
12 静压造型机主机结构 静压造型主机结构如图1所示,选用了目前成熟、可靠、先进的气流预紧实加多触头压实的造型方式,并采用了伺服控制、连续磁性感应位移控制技术、加砂斗重量定量控制技术、可调式导砂板导砂技术、多触头分区调压技术,国内大部分DISA FLEX 是一款水平有箱静压造型机,适用于需要灵活的解决方案来生产高质量、中型及重型的接近净形铸件的铸造厂。 什么是垂直造型、双面模板造型和水平造型?潮模砂铸造水平造型说明 DISA Group对于整个造型,前提是生产尺寸精确的铸件,对比静压气流预紧实与其它方法,静压气流预紧实具有更优秀的均匀一致的砂型硬度。 减少拔模角度 静压气流预紧实方法可减少拔模角度到05°或更少,减少了材料使用以及加工成本。静压 – HEINRICH WAGNER SINTO Maschinenfabrik GmbH2024年8月22日 — (2) 采用国际国内公认的先进造型工艺——静压 造型。“青岛华鑫盛业”具有多年来造型机、多触头、气冲装置(缩小尺寸作为吹气予紧实机构)的设计、制造经验和与国外知名公司合作制造的体会,造型机自行设计,具有完全知识产权。并且 全自动铸造设备,水平分型静压造型机,造型生产线 百度
.jpg)
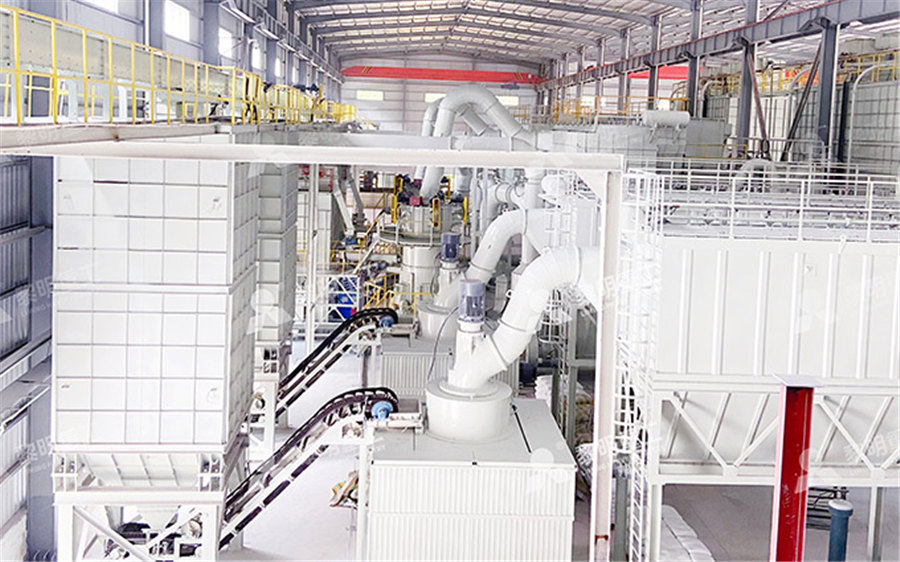
(完整版)德国HWS公司的EFA2SD6静压造型自动线 百度文库
12静压造型线的组成及工艺 流程 全线由造型段、下芯合箱浇注段、冷却段和返回捅箱段组成。 造型段主要由分箱机、造型推送缸、造型辊道、空箱清扫机、静压造型机、翻箱机、移箱机、造型缓冲缸等组成。 转运车1把空砂箱和平板小车一起移入分箱机2 2022年5月7日 — 金属铸造业粘土砂工艺该生产线适用于粘土砂铸造工艺,可以完成铸件的造型,浇注,落砂等工序。图为静压线造型主机多触头造型,旋转工作台,上下箱交替式造型。图为翻箱机,把做好的上下箱都翻转过来,为钻浇冒口和扎气眼做准备钻浇冒口机金属铸造业粘土砂工艺造型 全自动静压造型生产线铸造工艺 SEIATSUHWS静压线造型主机原理主要流程包括型砂制备、砂型组装、浇注、冷 却等环节,每个环节都有严格的工艺 要求和精确的控制参数。 应用领域与优势应用领域广泛应用于汽车、机械、航空航天、船舶等制造业领域,尤其适用于生产复杂、 高精度铸件的需求。SEIATSUHWS静压线造型主机原理 百度文库HWS静压造型线及其应用图 1 HWS 静压造型线全线由造型段 、 下芯合箱浇注段 、 冷却段和返回 捅箱段组成 。 造型段主要由分箱机 、 造型推送缸 、 造型辊道 、 空箱清扫机 、 静压造型机 、 翻箱机 、 移箱机 、 造型缓冲 缸等组成 。HWS静压造型线及其应用百度文库
静压造型技术的发展 豆丁网
2012年4月2日 — 3 APK 型静压造型机 APK 型静压造型机由低压到高压可变的静压 阀和多触头压实机构组合而成, 能高精度地制造薄 壁、重量轻、有深孔和高的突出部分、形状复杂的铸 型, 提高了铸件的有效面积。具有精确的砂控制系 统, 减少砂的溢出和浪费。2022年3月9日 — 静压线铸造工艺流程,带你看看现实中铸造厂是如何工作的 智能化铸造生产设备 自动造型线 静压造型线铸造工艺,青岛意特浇注机在山西太原浇注铁水视频 全自动浇铸 车 铸造浇铸设备 自 青岛华鑫在湖北静压造型线项目 铸造车间造型现场视频 哔 为了方便维修与拆卸,苏铸成套静压造型机 采用了独立自主设计的多触头结构,多触头系统由多组独立的单个油缸组成,维修时只需要将故障油缸取出更换或者维修即可。其工艺特点是压实比高,造型成型精度高 全自动静压造型线静压造型工艺简介ppt资料工艺流程配砂――制芯和造型――熔炼和浇注―――落砂 ――铸件 生产效率高,能进行批量机械化生产 混 砂 机 : 碾轮式或摆轮式混砂机 混 砂 机 : 碾轮式或摆轮式混砂机 与冷树却脂 设砂备工风艺选的型机熔浇 静压造型工艺简介ppt资料百度文库

高压造型、射压造型、气冲造型和静压造型改造落后的传统
2016年7月18日 — 高压造型、射压造型、气冲造型和静压造型改造落后的传统铸造工艺 我国虽然铸造工厂数量很多,但是大部分水平不高,甚至还有不少铸造厂采用手工造型、震实造型和震压造型生产铸件。这些落后的铸造工艺由于生产的铸型紧实度低,不但生产 苏铸成套从20世纪60年代起就开始生产震压式造型机及其配套的造型生产线,在1989年,我们成功研制了气冲式造型线。 随后在2004年,由我方经验丰富的设计团队独立设计的全自动静压有箱造型线投入市场。目前苏铸成套已经为客户提供了百条全自动静压 全自动静压造型线解决方案DISA FLEX 是一款水平有箱静压造型机 ,适用于需要灵活的解决方案来生产高质量、中型及重型的接近净形铸件的铸造厂 DISA FLEX 将迪砂独特的高压、二次气流预紧实、液压压实造型技术与 坚固可靠的机械设计相结合,为在水平潮模砂造型机上生产高质量 DISA FLEX 水平有箱静压造型机 迪砂集团2011年7月8日 — !"#$$%中国铸造装备与技术一汽铸造公司近年来在五条改造和新建的造型自动线上采用了静压造型工艺,此五条线的简况见表!所列。在项目开展过程中,尤其在已投入生产的三条线的使用过程中(主要是二线静压线),我们对静压造型自动线的造型工艺和电气控制有所了解,现介绍如下,以供同行参考。KW静压造型自动线的造型工艺与电气控制 豆丁网
.jpg)
静压造型工艺简介 百度文库
静压造型工艺简介冷却设备 风选机 混砂机 除尘器 运送设备 粉料给料设备 在线检测设备砂处理专用设备简介取 铸 件设 备: 机械手或手工取件 混 砂 机 : 碾轮式或摆轮式混砂机 粉料给料设备: 气送、螺旋给料器等谢谢大家Leabharlann Baidu铸件清理工部与2021年2月21日 — 自动静压造型机工作原理 自动静压造型机主要由百叶窗式加砂斗、多触头、余砂框、模板框、举升工作台、模板更换装置、上机架移动装置、机外快换型板装置等组成(快换型板为选项),其造型工艺流程为:打开静压阀,压缩空气从气罐中流出,经导流管均 静压造型线,自动造型线上主要设备,静压铸造生产线的工艺静压造型自动生产线保定维尔铸造机械股份有限公司 保定维尔铸造机械股份有限公司(原保定铸造机械厂)始建于1955年,是新中国个“五年计划”期间的国家重点建设项目之一,2001年转制成为混合所有制企业,是专业从事铸造机械研发制造与应用服务为一体的大型股份制公司,国内铸机行业 静压造型自动生产线保定维尔铸造机械股份有限公司 2014年6月14日 — 应用技术——Hws静压造型线及其应用]一据2/2000中国铸造装备与技术HWS静压造型线及其应用/强学峰唐力.应忠堂吕宁(一汽无锡柴油机厂)摘要:本文舟绍了德国HWS公司的EFA.SD6静压造型自动线,对造型缦的组成、控制系统、工作过程等进行了详细的舟绍,并对存在的问题进行了改进。HWS静压造型线及其应用 豆丁网

讲造型机和造芯机的工艺基础 豆丁网
2017年6月13日 — 讲粘土砂造型机和制芯机工艺基础1对铸型的工艺要求 是什么?2如何获得满足铸造工艺要求的铸型?3铸型紧实与否如何衡量?4紧实铸型的方法有几种?其实砂原理是什么?5不同实砂方法所获得的紧实度分布规律及影响紧实度大小及分布 2022年11月10日 — 21静压造型采用气流预紧实方式可以在很大程度上减轻气冲实砂过程中的漏斗堵塞现象。同时由于采用排气塞排气,预紧实时压缩空气向着模板上的排气塞方向流动,使装有排气塞的局部区域型砂的充填性好,紧实度高,型砂整体紧实度高且分布均匀。浅谈静压造型的技术特点及应用其砂型特点是紧实度均匀且分布合理,靠模样 处的紧实度高于铸型背面。 4)静压造型线:静压造型就是在砂箱内填砂,对型砂施以压缩空气进行气流加压,用压实板在型砂 上部压实,使其上下紧实度均匀。这种方法要求模板排气好,砂箱与模板密封好。造型线模具设计与制造 百度文库2022年5月17日 — 2 气流冲击时冲击阀开启时间和气流升压速度不同 气冲造型工艺的要求冲击阀的开启时间要快,型砂上方气流的升压速度高(一般要求 30mpa/s 以上);静压造型工艺冲击阀开启的时间较慢,型砂上方的升压速度也较低(一般要求为 5mpa/s )。静压造型与水平线气冲造型相比的区别 百家号